What a Zero Liquid Discharge Plant Really Costs (and the Number That Decides It)
When a factory asks us what a zero liquid discharge plant costs, they almost always ask the wrong question first. They ask about the evaporator. What brand, what capacity, MEE or MVR, how many effects. The evaporator is the big shiny machine at the end, it makes steam and noise and salt, and it feels like the thing you are buying.
You are not buying the evaporator. You are buying how little water you have to put through it.
That sounds like a word game. It isn't. It is the single most expensive decision in the whole plant, and it gets made three stages before anyone looks at a thermal quote. Let me explain what I mean.
Every litre you evaporate, you pay for twice
Here is the physics you can't argue with. To boil away a litre of water you have to supply its latent heat — roughly 540 kilocalories, whether you do it with steam in a multiple-effect evaporator or with a compressor in an MVR. That energy is the dominant line in your running cost. A thermal stage doesn't care whether the water it receives is clean or filthy; it charges you the same brutal price per litre either way.
So the game is simple to state and hard to win: get the water out some cheaper way before it reaches the boiler. And there is a cheaper way. Pushing a litre through a reverse-osmosis membrane costs a small fraction of what it costs to boil that same litre. The pump energy to run RO is real, but it is nowhere near latent heat. Membranes are the cheap door out of the plant. Evaporation is the expensive door.
This is why the number that quietly decides your zld plant cost is the recovery ratio — the percentage of your incoming effluent that leaves as clean water through membranes before anything gets boiled. Say you run 1,000 kilolitres a day. At 70% recovery on your RO train, 300 KLD reaches the evaporator. Push that train to 85% and only 150 KLD reaches it. You have just halved the size, the capital cost, and the daily energy bill of the most expensive machine on site — without touching the evaporator at all. You changed a number upstream.
That is the lever. Not the brand of the boiler. The fraction of water that never has to see it.
Where the money actually goes
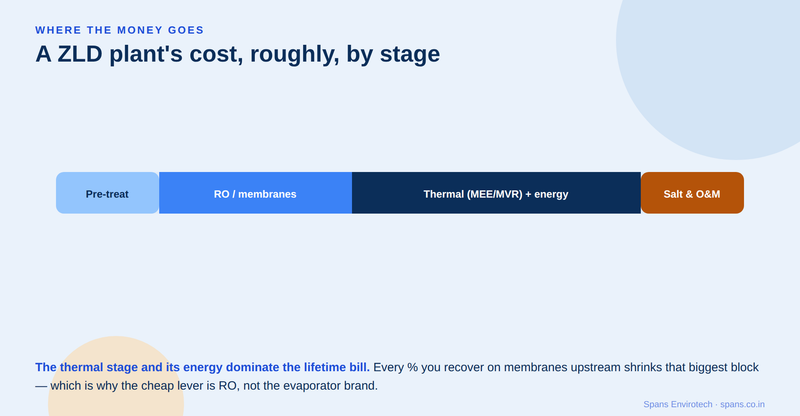
Walk a ZLD budget with us and it breaks into five buckets, roughly in this order of who hurts you.
Pre-treatment is unglamorous and decides everything downstream. Softening, pH correction, removing hardness and silica and the organics that foul membranes — this is what lets your RO run at high recovery instead of choking at 60% and scaling up every fortnight. Skimp here and you don't save money; you just move the cost to the evaporator, with interest. Good pre-treatment is the cheapest capacity you will ever buy.
The RO / high-recovery membrane train is where recovery is won or lost. Standard RO, then a second pass, then high-recovery configurations — disc-tube, high-pressure RO — that squeeze the reject further before the thermal handoff. Each incremental stage adds membrane capex but subtracts a much larger slice of evaporation opex. The design guide walks through how far to push this; the honest answer is "as far as your feed chemistry lets you, then one step less."
The thermal stage — MEE or MVR — is the capital line everyone fixates on, and it is genuinely large. But notice: its size is set by the flow it receives, which was decided by the two buckets above. A well-designed front end gives you a small evaporator. A lazy front end gives you a monster, and monsters are priced by the kilolitre.
Salt handling and the ATFD or crystalliser turn concentrated brine into a filter-cake solid. This is the part factories forget in the quote and remember in operation. The salt is often mixed, low-grade, and legally a hazardous waste you pay to haul away. Its cost scales with — you guessed it — how much brine you sent to be crystallised.
Energy is not a bucket so much as a tax laid across all of them, and it lands hardest on the thermal stage. This is the through-line of the whole capex-versus-opex argument: a ZLD plant's lifetime cost is dominated by what it burns every day for years, not what it cost to buy once. And what it burns is proportional to what you evaporate.
See the pattern? Four of the five buckets are sized by one upstream decision.
Buy recovery, not machinery
Once you accept that, the buying process inverts. Instead of asking vendors "how big is your evaporator and what does it cost," you ask "what recovery ratio can you guarantee on my actual effluent, and what does the evaporator shrink to when you hit it." The good ZLD engineers will answer with feed analysis and a mass balance. The ones selling you a box will answer with a box.
There is a temptation, because the regulator's language is binary — CPCB says zero discharge, and CPCB means zero — to treat the whole plant as one indivisible compliance object you either buy or don't. But zero is the outcome. The cost of getting there is anything but binary. It is a smooth curve, and you sit on it wherever your recovery ratio puts you. Two plants achieving identical "zero" discharge can have running costs that differ by a factor of two, entirely because one of them evaporates twice as much water as the other.
This also reframes the technology fights people love to have. MEE versus MVR matters — MVR trades capital for lower running energy and wins on many Indian tariffs — but it is a second-order choice. It decides how efficiently you boil the water you failed to recover. It cannot rescue a plant that sends too much water to the boiler in the first place. Get the recovery ratio right and either evaporator will serve you; get it wrong and neither will save you.
None of this is exotic. It is just accounting applied in the right order. India is going to keep tightening the screws — NITI Aayog has been blunt that water-stressed industry has to close the loop — and more factories will find themselves buying ZLD whether they planned to or not. The ones who understand it as a recovery problem rather than an evaporator problem will pay a fraction of what their neighbours pay for the same compliance certificate.
So before you compare thermal quotes, spend a day with your feed chemistry and figure out how high your recovery can realistically go. Run the numbers — our ZLD cost calculator lets you watch the bill move as you drag the recovery ratio up and down, which is the most honest lesson in ZLD economics you can get in ten minutes. The evaporator is the last thing you should shop for. It is just the machine that cleans up after the decision you already made upstream.
If you want a second pair of eyes on where your recovery ratio could go, talk to us. Bring the water analysis, not the evaporator brochure.