ZLD Implementation Steps: How to Build a Reliable Zero Liquid Discharge Plant
We have walked into plants where the zero liquid discharge system was, on paper, complete. Every machine on the P&ID existed. The evaporator was big and expensive. And the plant did not work. It tripped, it scaled, it ran at a third of its rated recovery, and it burned money the owner did not have. Nothing was missing. The order was wrong.
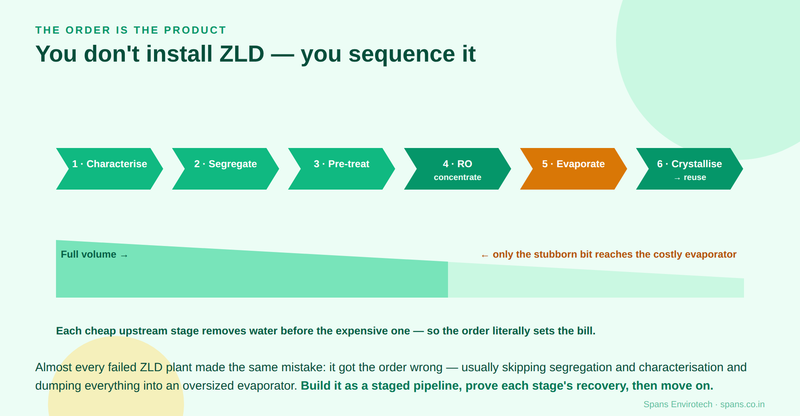
That is the thing almost nobody tells you about ZLD implementation. You do not "install" a zero liquid discharge plant the way you install a pump. You sequence it. ZLD is a pipeline of stages that have to happen in a strict order, and the order is not a formality. The order is the product. Get it right and the plant is boring and reliable for a decade. Get it wrong and no hardware saves you.
The sequence is the whole thing
Here is how a ZLD plant is actually built, stage by stage, in the only order that works:
1. Characterise the effluent. Before anything, find out exactly what is in the water: TDS, hardness, silica, COD, the specific salts, the seasonal swings. This sounds like paperwork. It is the most important step in the project, because every downstream machine is sized off this analysis. Skip it and you are guessing, and in ZLD a guess upstream becomes a disaster downstream.
2. Segregate the streams. This is the step that separates plants that live from plants that die. Do not mix a clean stream with a salty one. A factory usually has several effluent streams: cooling blowdown that is nearly reusable, a filthy high-TDS reject, a moderate process stream. The instinct is to run them all into one drain and treat the mix. That instinct bankrupts people. The moment you dump a clean 2,000 ppm stream into a 40,000 ppm stream, you have promoted the whole combined volume to "must be evaporated", which is the most expensive door out of the plant. Keep the clean streams clean and route them straight to reuse. Concentrate only what is genuinely concentrated.
3. Biological and pre-treatment. Now condition what remains. Knock down COD biologically, correct pH, soften, remove hardness and silica and the organics that foul membranes. This stage exists to protect the next one. Every kilogram of scale you remove here is a kilogram that does not plate onto your RO membranes at 3 a.m.
4. Concentrate cheaply, with membranes. This is where recovery is won. Push the pre-treated water through RO and high-recovery membrane stages: standard RO, second pass, then high-pressure or disc-tube configurations that squeeze the reject further. Membranes remove water for a small fraction of what it costs to boil it. The whole art of ZLD implementation is getting as much water out here as your feed allows, because every litre you recover with a pump is a litre you never have to boil.
5. Evaporate what is left. Only the concentrated reject, a fraction of your original volume, reaches the thermal stage, the MEE or MVR. This is the expensive machine, and by the time water reaches it, it should be receiving the smallest flow possible. Its size was decided stages ago.
6. Crystallise the brine. The evaporator concentrate goes to a crystalliser or ATFD, which turns the last of the liquid into a filter-cake solid you can handle and dispose of.
7. Reuse the recovered water. The clean permeate and condensate go back into the plant. This closes the loop, and it is the entire point. ZLD done well is a water-recovery plant that also satisfies the regulator.
How plants actually fail
Now look at the failures. We have seen a lot of dead ZLD plants, and they nearly all died the same way, not from exotic chemistry but from getting the order wrong or skipping a step.
The two steps that get skipped are, almost always, the first two: characterisation and segregation. Someone was in a hurry, or a vendor sold a package, and the plant went straight to "big evaporator handles everything." Every stream, clean and dirty, gets mixed and dumped into an oversized thermal unit. It technically achieves zero discharge, and it costs two or three times what it should to run, boiling water a membrane could have removed for a tenth of the price, or water clean enough to reuse that never should have entered the treatment train at all.
The second classic failure is skimping on pre-treatment to save capex. You do not save the money. You move it. Under-treated feed fouls the RO train, recovery collapses from 85% to 60%, and suddenly the evaporator is receiving twice the flow it was designed for, undersized and tripping. The cost did not disappear; it relocated to the most expensive stage and grew on the way. Good pre-treatment is the cheapest capacity you will ever buy. The whole capex-versus-opex logic of a ZLD plant is that what you skimp on at purchase, you pay for daily in energy for a decade.
Both failures share the same root. The plant tried to solve upstream problems with downstream hardware, buying its way out of bad sequencing with a bigger evaporator. It never works, because the evaporator is priced by the litre, and the whole discipline of ZLD is about not sending it litres.
Commission it stage by stage
So how do you build one that stays reliable? Commission it the way you designed it, in order, proving each stage before you lean on the next.
This is where a lot of implementations rush and pay for it. Bring up the pre-treatment and hold it until the softened water actually meets the spec your membranes need. Then commission the RO train and prove its recovery on real effluent. Not the number in the proposal, the number on the flow meter. Only when the membranes are hitting their guaranteed recovery do you commission the evaporator, because only then do you know the flow it will really receive. Commission out of order and you are tuning the evaporator against a moving target, which is how plants end up permanently derated.
Each stage has a number it must hit before the next stage is allowed to matter. Recovery at the RO train is the big one. It sets everything downstream, and dragging it from 70% to 85% roughly halves the flow to your evaporator. Our ZLD cost calculator lets you watch the bill move as you drag that ratio up and down. The ceiling is always "as far as your chemistry allows, then one step less."
None of this is discipline for its own sake. India is closing the loop on industry whether factories are ready or not. CPCB means zero when it says zero, and NITI Aayog has been blunt that water-stressed sectors have to recover and reuse. More plants go up every year, and the ones that stay running will be the ones that respected the sequence.
Reliability in ZLD is not a better evaporator. It is respecting the order of operations. The cheapest, most reliable litre is the one you removed at the earliest, cheapest stage: characterised early, kept clean, pulled out by a membrane long before anything reached the boiler. Build the sequence right and the hardware almost takes care of itself.
If you are planning a plant, or trying to work out why an existing one keeps tripping, talk to us. Bring the water analysis. That is where the whole sequence begins anyway.